
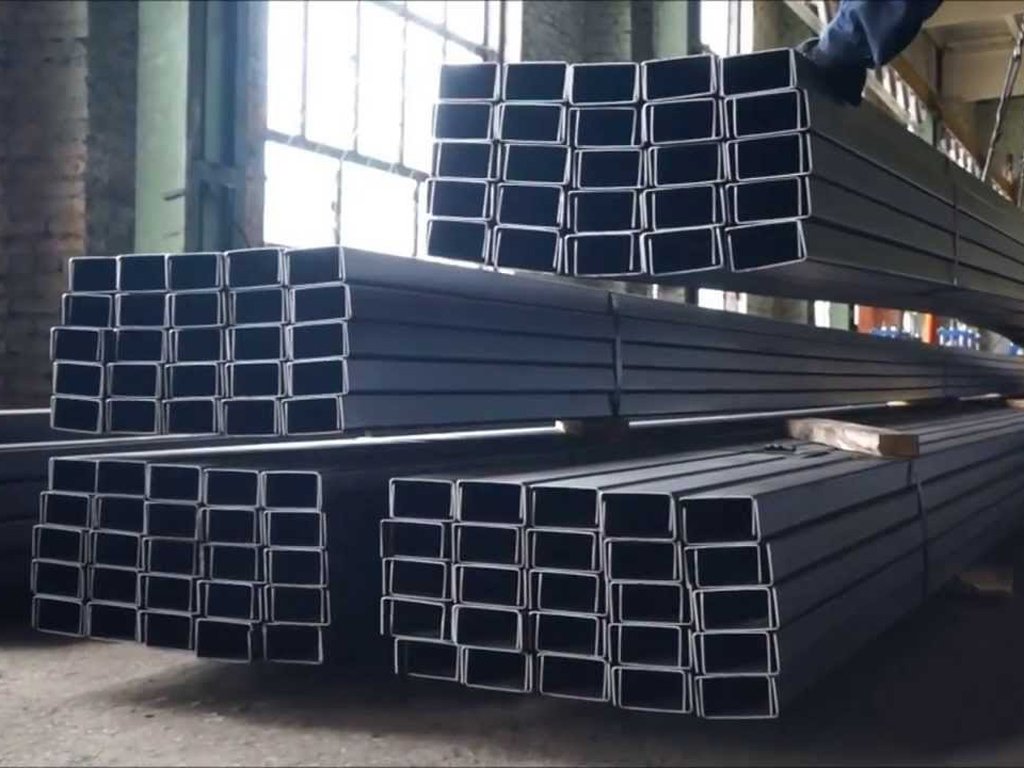

The classic channel is a U-shaped profile that can withstand quite large loads and at the same time has a low weight. Its structural characteristics are higher than that of a conventional rectangular profile, and other advantages are quite obvious. A bent channel is a variation of the classic version, which is also used to create metal structures. The main difference between this product and hot-rolled is that there is a rounded outer corner.
Content
Scope of a bent channel
In construction, such products are often used, since they give a significant gain in the cost of construction. On average, the use of such metal structures provides up to 20% of metal savings. It must also be said that the mass of the future structure will be lower than when using other structural elements, and the reliability will remain as high.

The weight of a bent channel depends on its size. Usually a theoretical value is used, which is calculated with a certain error. For example, the weight of one meter is about 1 kg (1.03) for a product having h: b: s 32: 20: 2, and with a ratio of 120: 70: 4 it is more than 8 kg (8.32).
The main areas where a bent channel is used is the cladding frame for internal or external walls. It is also suitable for creating any partitions, shelves or other storage structures.
Production of a bent channel
Channel of this type is manufactured in accordance with GOST. It can be equal-shelf, the production of which is regulated by GOST 8278, and unequal-shelf - GOST 8281. In general, the production of bent steel profiles should be carried out taking into account GOST 11475. This standard applies to bent steel profiles of various shapes, which are produced on special machines with using blanks:
- Hot rolled. Hot rolling technology involves changing the crystal lattice of steel. This production method has proven itself for the manufacture of beams, channels and other simple forms.
- Cold rolled. The bent steel channel is also obtained from cold rolled products. This method of production allows you to create products that have an increased (20%) resistance to deformation. This technology requires work at a relatively low temperature, so the crystal lattice of steel does not change.
- Low alloyed. These steels have special alloying additives that enhance their performance. Obviously, the cost of such products will be higher than in the first two cases, however, the reliability will increase.
I must say that such profiles, regardless of the type of raw material, can be mounted in two ways. The first option involves the use of a bolted connection, and the second - a weld.

Profiles are produced on special units, so from the moment the raw materials arrive in the workshop, until the finished product is received, it goes through several stages. The technology of the work depends on the chosen method of profiling. If it is carried out continuously, then the cutting is done by the unit itself after a segment of a certain length is molded. An alternative to this option is piece profiling. It involves preliminary cutting of the workpiece, after which they are sent to the unit, which makes a bent channel.
Profiles are produced on the machine, therefore, a decrease in the quality of products is possible only if the calibration of the rolls was not performed correctly. The main defects of the finished product are crescent, which is a curvature in the horizontal plane, helical, waviness, bending and distortion of shape.
Production Specifications
By production of bent profiles it is allowed to use only steel of certain grades. On the surface of the products there should be no cracks, sinks, rolled mill scale, various impurities and swellings. According to standard 11474, individual nicks, risks, fingerprints or rolled bubbles are allowed that will not impede the detection of defects.
In fact, a bent channel has not so many differences from the standard, but even a lay person can distinguish between two types of these products.
The edges and ends of the workpieces should not have nicks, delaminations or a tightened edge. In a small amount, nicks and dents are acceptable if they do not display the dimensions of the product as nominal. The presence of cracks is unacceptable for the first group in quality, but for the second they can have a length of up to 10 mm at the bend for a profile 2 mm thick. If this parameter is within 2..5 mm, then the length may already be 15 mm, and for thicknesses greater than 5 mm - 20 mm and above.
Channel bent GOST 8278 83
This standard regulates the manufacture of equal-bent steel bent. It applies to all products of this type, obtained using roll forming mills using billets made of hot rolled or cold rolled steel, as well as low carbon or low alloy. During the manufacturing process, certain requirements must be observed, for example, limit deviations.
According to standard 8278, they are selected taking into account two parameters: the accuracy of the profiling of the product and the height of its wall. When the profile wall is less than 50 mm, a deviation of 0.75 mm is allowed for a high accuracy class. For increased accuracy - 1 mm and for normal 1 mm. Within 50..100 mm, the deviations look: 1.25, 1.3, 1.5 for the three accuracy classes, respectively. In the range from 100 to 150 mm, with a high (and increased) profiling accuracy and wall thickness of more than 2.5 mm, a deviation of 1.5 mm is possible, and for a normal one - 2 mm.
Here we give only part of the requirements, omitting most of the statistical information contained in the tables given in GOST. In order to study it, you can refer to the source, but in most cases only narrow specialists need it.
Deviations from an angle of 90 degrees should be no more than 1 degree 30 minutes for a shelf width of less than 10 cm, and 1 degree for large sizes. Otherwise, the channel, the load on which will be quite high, may not cope with it and will cause damage or collapse of structures.
According to standard 8287, the length of the bent profile can be selected in the range from 3 to 11.8 m. If unmeasured lengths are used, they can be no more than 7% of the lot weight. It is also allowed to produce lengths that are multiples of dimensional. The magnitude of the maximum deviations of the length is selected depending on the length. For 6-meter products, the accuracy of cutting can be +40 mm, and for lengths over 7 m: 40 mm + (5mm * number_meters).
Channel bent GOST 8281 80

The standard governs the unequal-profile profile. According to this document, the channel can be made of boiling carbon or semi-quiet steel having a temporary tensile strength of more than 460 units. It is also permissible to produce from calm carbon and low alloy ones having the same tensile strength.
The deviation in thickness does not apply to the place of bending, and the maximum deviations from 90 degrees are selected depending on the width of the shelf and are of three categories: up to 100 mm, above 100 mm, high accuracy. A bent channel unequal can be from 4 to 11.8 m. The basic rules in this case are the same as for equal-shelf profiles.
Summing up, we note that above we examined the main types of bent channels, talked about their use, production and standards, the effect of which applies to these products.
Alas, no comments yet. Be the first!